



સંચાલન સૂચનાઓ:
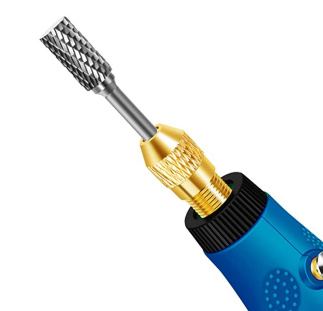
ટંગસ્ટન કાર્બાઇડ રોટરી ફાઇલ મુખ્યત્વે ઇલેક્ટ્રિક ટૂલ્સ અથવા ન્યુમેટિક ટૂલ્સ દ્વારા ચલાવવામાં આવે છે (મશીન ટૂલ્સ પર પણ ઇન્સ્ટોલ કરી શકાય છે), ઝડપ સામાન્ય રીતે 6000-40000 RPM હોય છે, જ્યારે ઉપયોગ થાય ત્યારે ટૂલ ક્લેમ્પ્ડ અને ક્લેમ્પ્ડ હોવું જોઈએ, કટીંગ દિશા સરખી રીતે ખસેડવી જોઈએ. જમણેથી ડાબે, પારસ્પરિક કટીંગ નહીં, તે જ સમયે, કામ કરતી વખતે કટીંગને ઉડતું અટકાવવા માટે વધુ પડતું બળ લગાડશો નહીં, કૃપા કરીને રક્ષણાત્મક ચશ્માનો ઉપયોગ કરો.
ગ્રાઇન્ડીંગ મશીનમાં એમ્બેડ કરેલી રોટરી ફાઇલની કામગીરી અને મેન્યુઅલ કંટ્રોલને કારણે;તેથી ફાઇલનું દબાણ અને ફીડ ઝડપ કામ કરવાની પરિસ્થિતિઓ અને ઓપરેટરના અનુભવ અને કૌશલ્યને નિર્ધારિત કરે છે.જો કે, કુશળ ઓપરેટરો વાજબી અવકાશમાં દબાણ અને ફીડ સ્પીડને પકડી શકે છે, પરંતુ અહીં ભાર આપવાનો છે: પ્રથમ, ગ્રાઇન્ડીંગ મશીનની ઝડપના કિસ્સામાં ટાળવા માટે, વધુ પડતા દબાણ ઉમેરવામાં આવે છે, આ ઓવરહિટીંગ ફાઇલ કરવાનું સરળ બનાવશે, નીરસ: બીજું, શક્ય તેટલું સાધન મહત્તમ સંપર્ક આર્ટિફેક્ટ્સ, કારણ કે તે વધુ કટીંગ એજ કલાકૃતિઓ બનાવી શકે છે, પ્રક્રિયા અસર વધુ સારી બની શકે છે.
છેલ્લે, ફાઇલના હેન્ડલનો ભાગ વર્કપીસના સંપર્કમાં ન આવવો જોઈએ, કારણ કે આ ફાઈલને વધુ ગરમ કરી શકે છે અને કોપર જોઈન્ટને નુકસાન પહોંચાડી શકે છે અથવા તો નાશ પણ કરી શકે છે.નિસ્તેજ ફાઇલ હેડને સમયસર બદલો અથવા તેને સંપૂર્ણપણે નુકસાન ન થાય તે માટે તેને શાર્પ કરો.નીરસ ફાઇલો ધીમે ધીમે કાપે છે, ગ્રાઇન્ડરને ઝડપ વધારવા માટે દબાણ કરે છે.આનાથી ફાઈલ અને ગ્રાઇન્ડરને નુકસાન થઈ શકે છે, જે નીરસ ફાઈલોને બદલવા અથવા તેને શાર્પ કરવાની કિંમત કરતાં વધારે છે.
લુબ્રિકન્ટનો ઉપયોગ ઓપરેશન સાથે મળીને કરી શકાય છે, લિક્વિડ વેક્સ લુબ્રિકન્ટ અને સિન્થેટિક લુબ્રિકન્ટ વધુ અસરકારક છે, લુબ્રિકન્ટ નિયમિતપણે ફાઇલ હેડ પર ટપકાવી શકાય છે.

ગ્રાઇન્ડીંગ ઝડપ પસંદગી:
રાઉન્ડ ફાઇલ હેડના કાર્યક્ષમ અને આર્થિક ઉપયોગ માટે ઊંચી દોડવાની ઝડપ મહત્વપૂર્ણ છે.ઝીંક ગ્રુવમાં ચિપના જથ્થાને ઘટાડવા અને ખૂણાઓ કાપવા અને દખલગીરી અથવા ફાચર કાપવાની શક્યતા ઘટાડવા માટે પણ ઊંચી દોડવાની ઝડપ મદદરૂપ થાય છે.પરંતુ આનાથી હેન્ડલ તૂટી જવાની શક્યતા પણ વધી જાય છે.
હાર્ડ એલોય રોટરી ફાઈલો 1500 થી 3000 સપાટી ફીટ પ્રતિ મિનિટની ઝડપે ચાલવી જોઈએ.આ ધોરણ મુજબ, પસંદ કરવા માટે ગ્રાઇન્ડીંગ મશીનો માટે ઘણી પ્રકારની રોટરી ફાઇલો ઉપલબ્ધ છે.ઉદાહરણ તરીકે: 30.000-rpm ગ્રાઇન્ડર 3/16 થી 3/8 વ્યાસની ઝીંક ફાઇલો પસંદ કરી શકે છે;22,000 RPM ગ્રાઇન્ડર 1/4″ થી 1/2″ વ્યાસની ફાઇલો પસંદ કરી શકે છે.પરંતુ વધુ કાર્યક્ષમ કામગીરી માટે, સૌથી વધુ ઉપયોગમાં લેવાતા વ્યાસને પસંદ કરવાનું શ્રેષ્ઠ છે.વધુમાં, ગ્રાઇન્ડીંગ પર્યાવરણ અને સિસ્ટમની જાળવણી પણ ખૂબ જ મહત્વપૂર્ણ છે.ધારો કે 22.000-rpm ની મિલ વારંવાર તૂટી જાય છે, કદાચ કારણ કે તેની પાસે ખૂબ ઓછા RPM છે.તેથી, અમે ભલામણ કરીએ છીએ કે તમે વારંવાર ગ્રાઇન્ડીંગ મશીન અને સીલિંગ ઉપકરણની એર પ્રેશર સિસ્ટમ તપાસો.
કટીંગ અને વર્કપીસની ગુણવત્તાની ઇચ્છિત ડિગ્રી હાંસલ કરવા માટે વાજબી દોડવાની ઝડપ ખરેખર મહત્વપૂર્ણ છે.ઝડપ વધારવાથી પ્રોસેસિંગની ગુણવત્તામાં સુધારો થઈ શકે છે અને ટૂલના જીવનને લંબાવી શકાય છે, પરંતુ ફાઈલ હેન્ડલના ફ્રેક્ચરનું કારણ બની શકે છે: ઝડપ ઘટાડવાથી સામગ્રીને ઝડપથી કાપવામાં મદદ મળે છે, પરંતુ તે સિસ્ટમને વધુ ગરમ કરવા, ગુણવત્તાની વધઘટ અને અન્ય બિમારીઓનું કારણ બની શકે છે.દરેક પ્રકારની રોટરી ફાઇલ માટે, ઑપરેશન અનુસાર યોગ્ય ઝડપ પસંદ કરવી જોઈએ.
પોસ્ટ સમય: જૂન-21-2022